
ניתוח ממוחשב מתקדם של תהליכי הזרקה יכול להצביע על נקודות בעיתיות במערכת הקירור המתוכננת והשלכתן על הציוד. במאמר זה נסביר את הקשר בין כלל הרכיבים ונציג ניתוח ממוחשב בתוכנת Moldex3D
רבות דובר על בקרת הטמפרטורה בתבנית וחשיבותה על תהליך ואיכות ההזרקה. פעמים רבות נבחר את מחמם התבניות על פי גודל המוצר והתבנית בכללי אצבע שאינם מדויקים. סימולציית ההזרקה Moldex3D יכולה לסייע לנו בכך ולספק כלים כמותיים להתאמת מחמם התבניות, תעלות הקירור ותנאי העבודה לקבלת מוצר תקין, תהליך יציב וזמני מחזור מהירים.
ספיקה לעומת לחץ בתעלות קירור
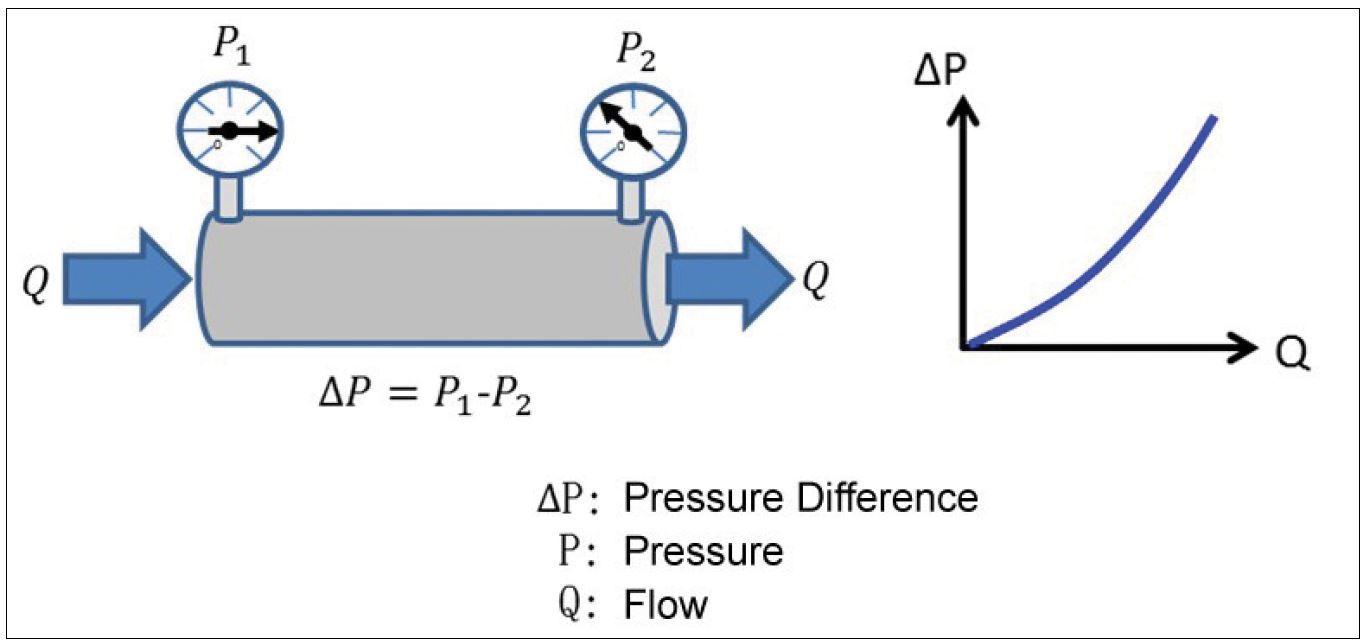
את הזרימה בתעלת הקירור ניתן להגדיר ע"י מפל הלחץ או הפרש הטמפרטורות בכניסה וביציאה וכן ע"י הספיקה. בניתוח ממוחשב של הזרימה נזין את הספיקה הרצויה או את הלחצים בכניסה וביציאה. בתמונה 1 ניתן לראות כי ככול שמפל הלחצים עולה גם הספיקה עולה. מפל הלחצים תלוי גם בהתנגדות לזרימה. ההתנגדות זו תשתנה לפי חתך (קוטר) תעלת הקירור, אורך הזרימה, טיב פני שטח התעלה, נתוני הנוזל והספיקה. משוואה 1 מתארת את היחס בן הפרמטרים האלו.

בקרים/מחממי תבניות
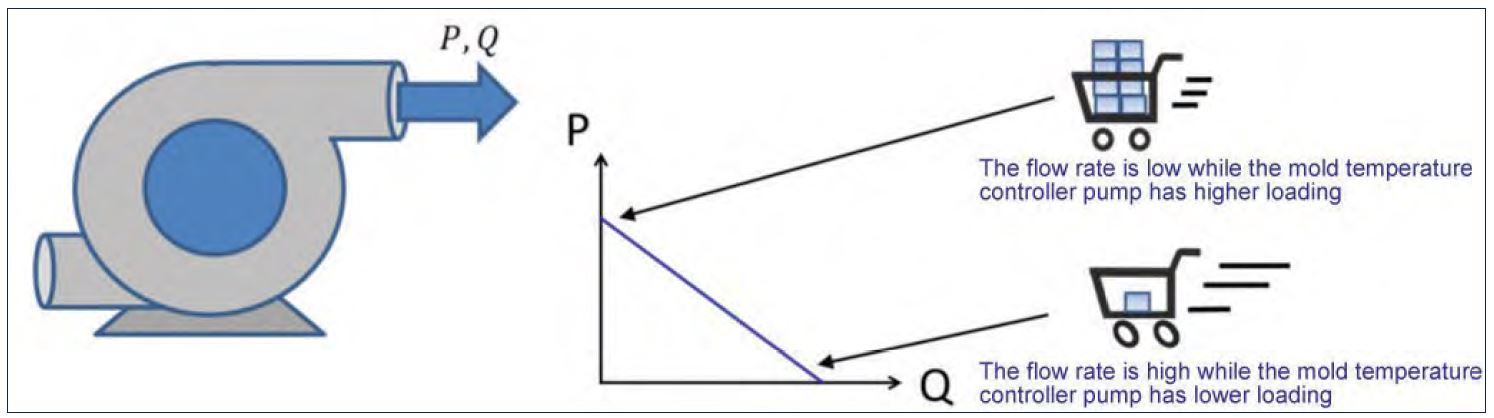
בקרי התבניות אחראיים לספיקת נוזל הקירור בתעלות ולטמפרטורה שלו. משאבה המותקנת בבקרי הטמפרטורה מבצעת את דחיפת הנוזל כאשר יש יחס הפוך בין הלחץ במשאבה לספיקה: כאשר הלחץ עולה הספיקה יורדת, וכאשר הספיקה עולה הלחץ יורד. גרף זה זמין לרוב בנתוני היצרן של בקר הטמפרטורה (תמונה 2).
זרימה טורבולנטית למעבר חום יעיל בהסעה
מעבר החום בין התבנית לתעלות הקירור מתבצע בהסעה. על מנת להגיע למעבר חום יעיל יש ליצור זרימה טורבלנטית של נוזל הקירור בתעלות. מספר ריינולדס (Re) הוא גודל חסר ממד המשקף זרימה שכזו. הוא מבטא את היחס בין כוחות האינרציה של הזורם לבין כוחות החיכוך הפועלים בתוך הזורם. ככל שמספר ריינולדס קטן יותר, כך השפעתה של צמיגות הנוזל גדול יותר וככל שהוא גדול יותר, כך גדלה השפעתו של התמד הזורם. מספר ריינולדס משמש אותנו במכניקת הזורמים על מנת לקבוע האם זרימה היא טורבולנטית (ערבולית) או למינרית (רגועה). על מנת לעבוד עם מעבר חום אפקטיבי נרצה להיות בטווח הזרימה הטורבולנטית. על כן מקובל לעבוד עם מספר ריינולדס מעל 5000 כדי להבטיח זרימה שכזו.
סוגי ניתוחי זרימה
בניתוח זרימה ניתן להזניח כמה פרמטרים ולבצע ניתוח לפי משוואת Darcy–Weisbach ודומיה. שיטה מדויקת יותר היא CFD (Computational fluid dynamics) המנתחת קווי זרימה ללא הזנחת הפרמטרים. זו השיטה המדויקת מקובלת היום בעולם הניתוחים הממוחשבים להצגת זרימת נוזל. מכיוון ששיטה זו צורכת יותר זמן ומורכבות חישוב לא תמיד היא נבחרת לביצוע. תוכנת Moldex3D מאפשרת למשתמש בה לבחור בין השיטות כאשר בשתיהן מחשבים את מעבר החום יחד עם זרימת היתך הפולימר.
מקרה בוחן למערכת קירור
לצורך הדגמה של יכולות Moldex3D נביא לפניכם דוגמה לניתוח מערכות הקירור. מערכת הקירור בה בחרנו מתוכננת לתבנית בעלת ארבע מובלעות. תעלות הקירור מחברות ארבע ספירלות קירור על גבי תעלה אחת, כל אחת מהן מיועדת לקירור מוצר אחד. על מנת לצבע סימולציה מדויקת הרישות חייב להיות מדויק וצפוף (תמונה 3). רישות זה, בעל כמה אלמנטים צפופים בקצה ואחרים במרכז, מבטיח דיוק בניתוח שכבות הגבול הקרובות לדופן התבנית בהן מתרחש מעבר החום בין הנוזל למתכת.

תוצאות ניתוח תרמי
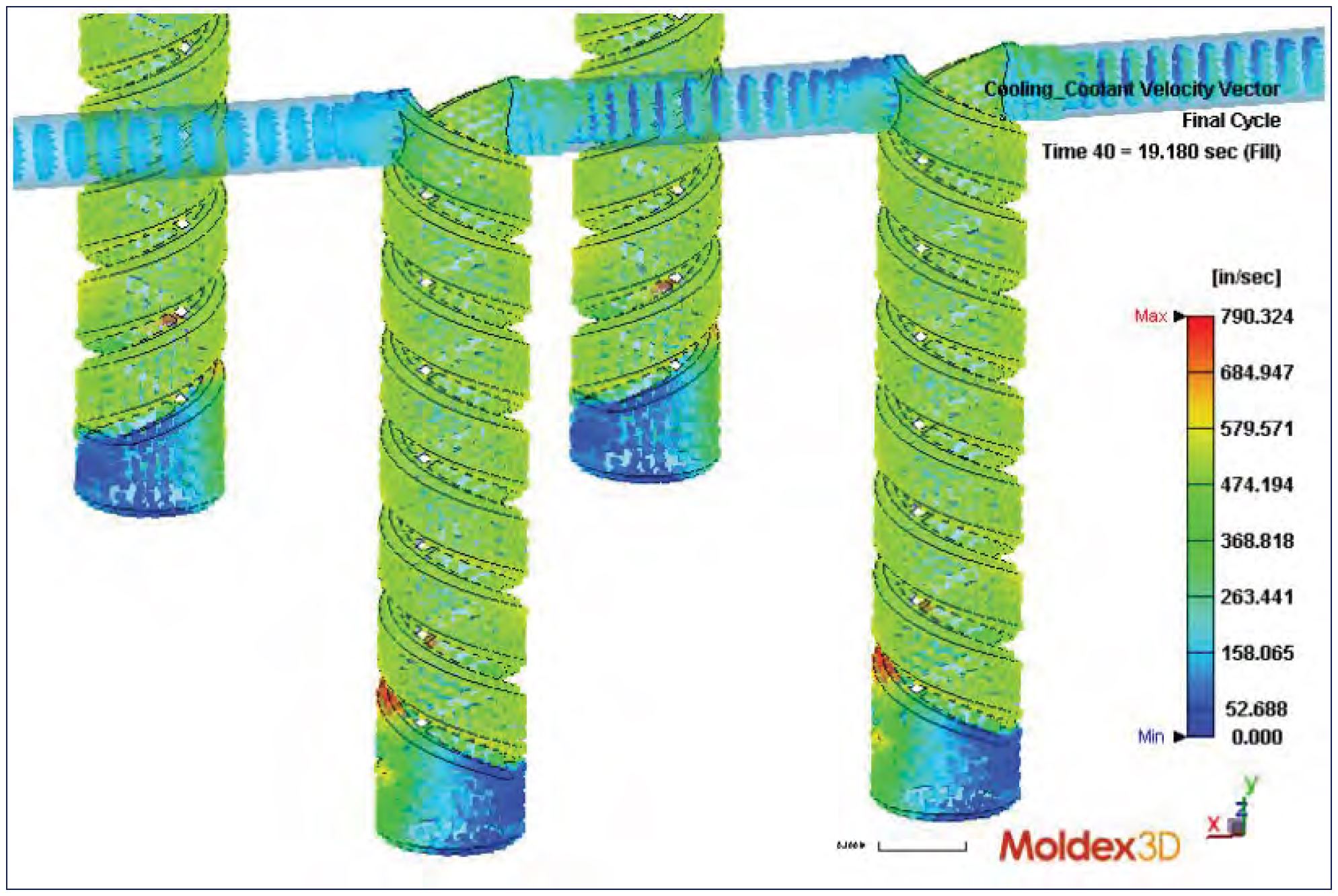
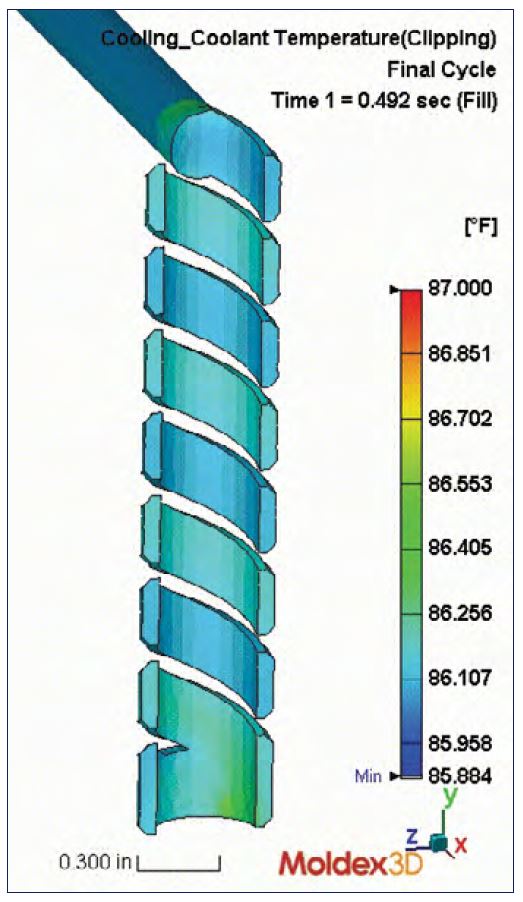
ניתוח מהירות הנוזל בתעלות הקירור מראה כי בקצה הספירלה קיימת בעיה. שם הנוזל אינו זז ומעבר החום אינו יעיל (תמונה 4). הסתכלות על טמפרטורת הנוזל בקצה הספירלה חושפת את אותה הבעיה ומראה כי הטמפרטורה בקצה גבוהה בהשוואה לטמפרטורה בשאר התעלה (תמונה 5).
ניתוח לחצים וספיקות
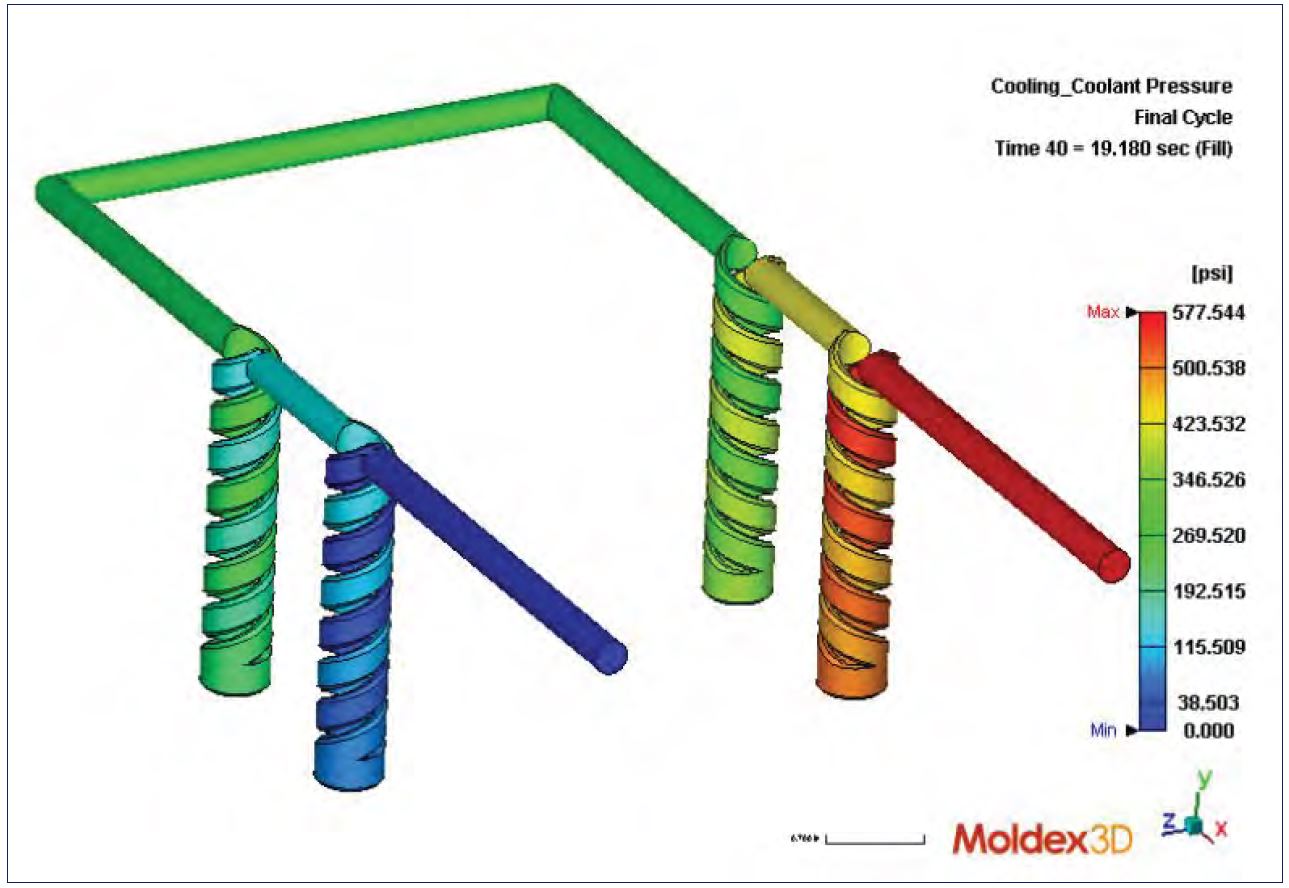
בבחינה של מפל לחצי נוזל הקירור נראה כי בעבודה עם ספיקה של 7.2 ליטר לדקה לתעלה, בטמפרטורת נוזל של 30 מעלות, נדרש לחץ משאבה של 39.5 אטמוספרות (580 PSI) (תמונה 6).
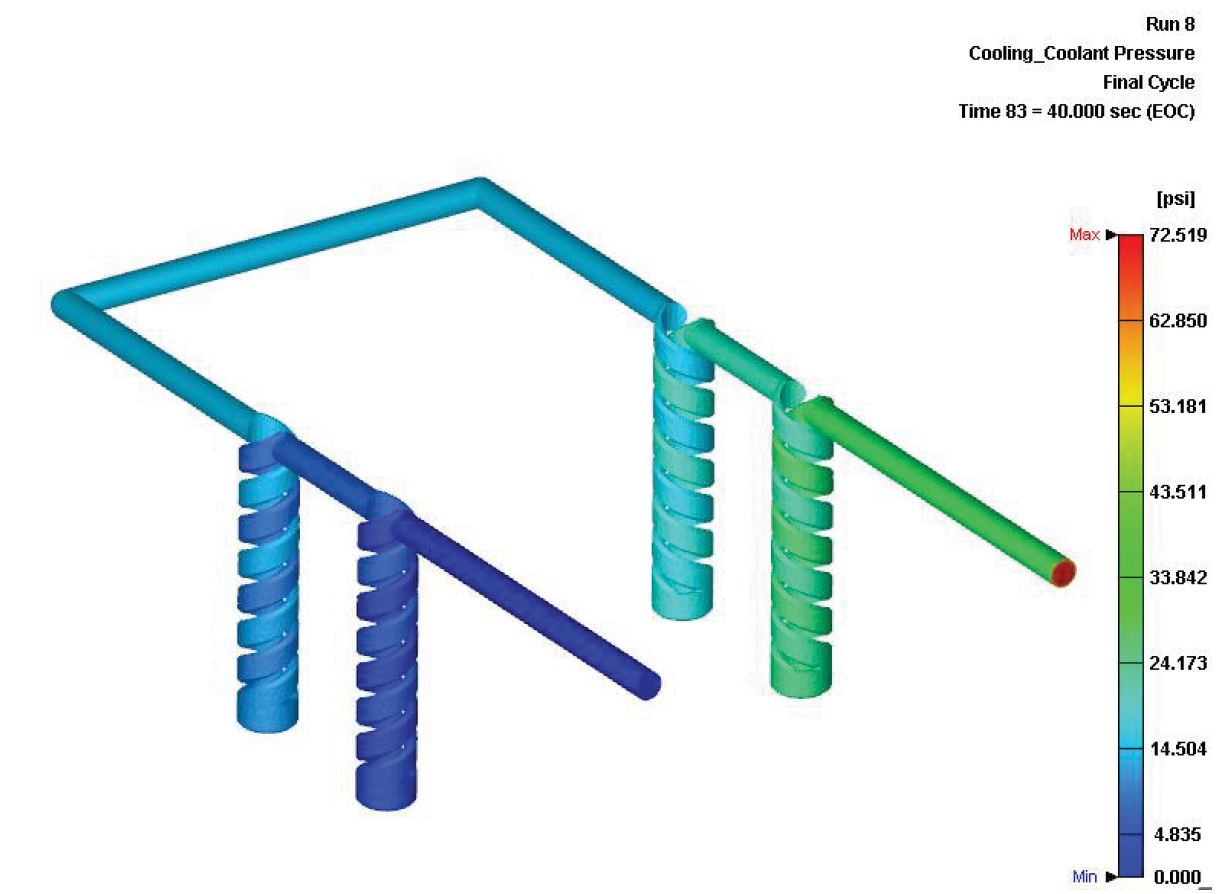
אם נסתכל על יכולות עבודה של ציוד סטנדרטי נראה כי הוא מסוגל להגיע לספיקה של 40 ליטר לדקה, בלחץ של 5 אטמוספרות. ערכים אלו רחוקים מאוד מערכי העבודה בסימולציה הנ"ל. ניתוח חדש לפי שינוי בספיקה ל-1.2 ליטר לדקה, יוביל לירידת לחץ משמעותית עד כדי 4.9 אטמוספרות (72 PSI) (תמונה 7). נתונים אלו מתאימים ליכולות מחמם התבניות אך מעבר החום אינו אפקטיבי ויוביל בהכרח לבעיות (כגון עיוותים) במוצר.
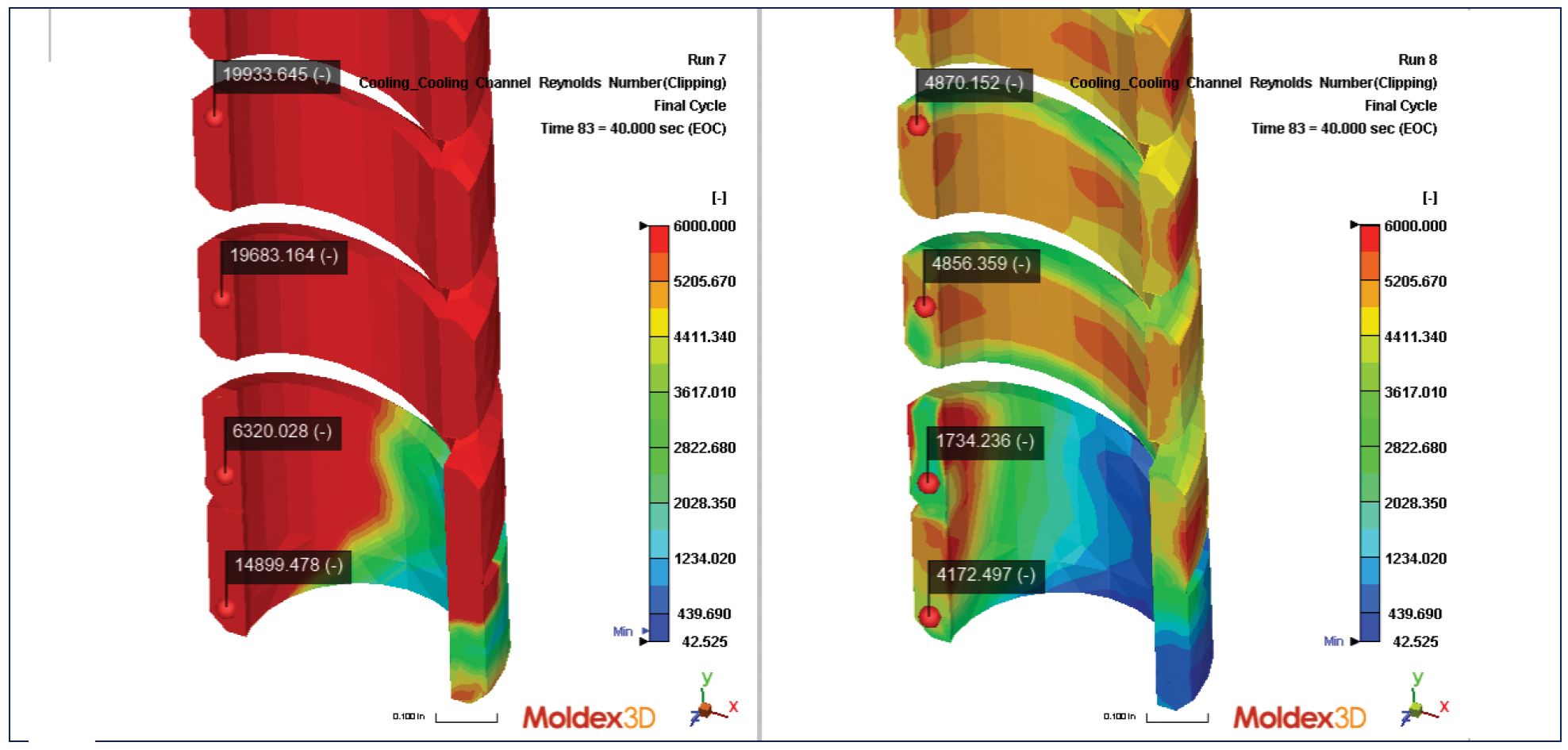
בניתוח עמוק יותר של מספרי רינולדס נראה כי בעבודה עם ספיקה נמוכה הזרימה בתעלת הקירור אינה טורבלנטית (ערכים הנמוכים מ-5000). בעבודה על ספיקה גבוהה רואים כי עדיין קיימת בעיה בקצה הספירלה וגם שם הזרימה אינה טורבלנטית (תמונה 8).
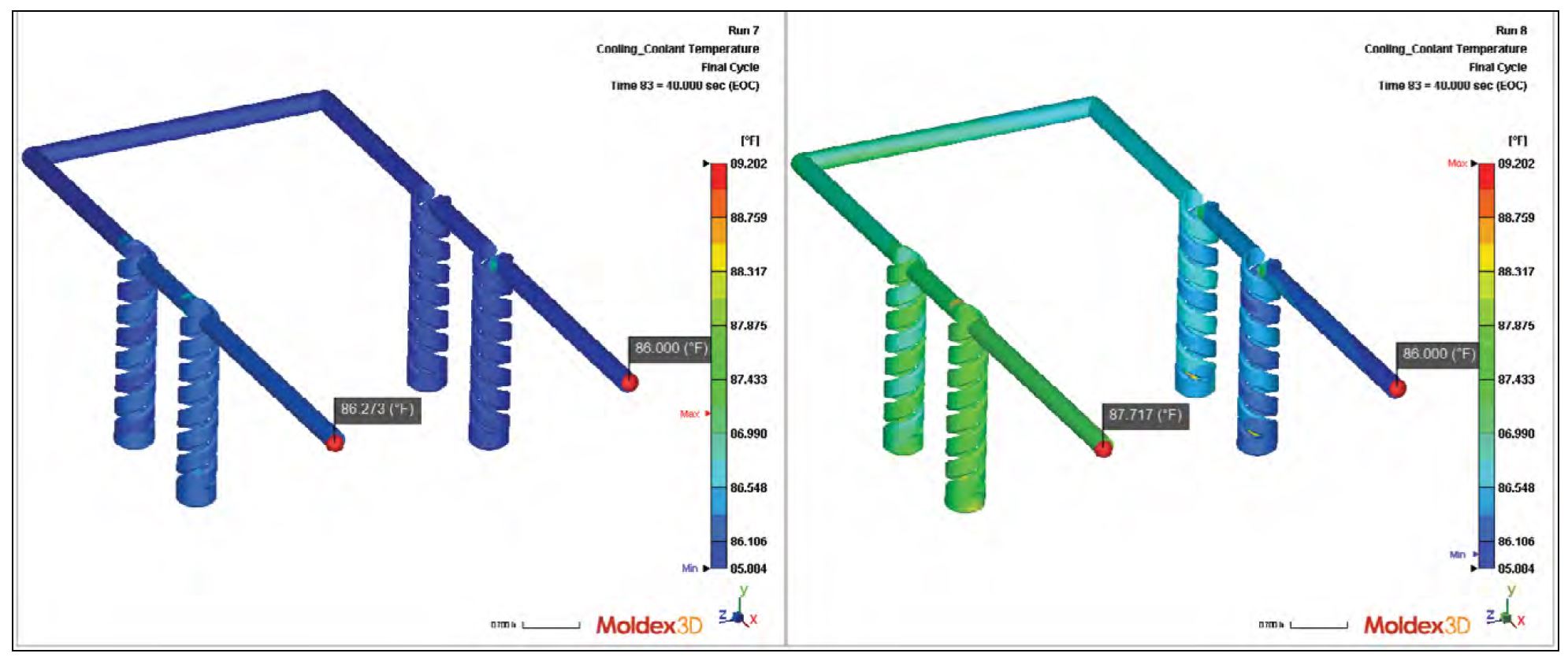
אם נסתכל על טמפרטורת נוזל הקירור נראה כי בעבודה בספיקה גבוהה לחצי העבודה עוזרת לטמפרטורת קירור אחידה במובלעות השונות. מנגד, עבודה בספיקה נמוכה יוצרת הפרש טמפרטורה בין כל מובלעת ומובלעת (תמונה 9). במצב זה נקבל באותה ההזרקה מוצרים השונים בתכונות המכניות, במידות וכן בעיוותים שלהם.
יישום
כדי לפתור בעיות מסוג זה זו יש לתכן ולשנות את מידות ומבנה מערכת הקירור. התכנון צריך להיות מלווה בניתוח חוזר להשגת אחידות בפרמטרים המתקבלים ולהתאמתם ליכולות הציוד הקיים במפעל. הכנסת פרמטרים מדויקים מרצפת היצור (לדוגמה: הספיקה בפועל בתבנית דומה עם אותו החומר) תאפשר ניתוח קרוב יותר למציאות.
למידע נוסף:
ירון עמיקם, 050-958-9449, [email protected]
שמעון אמבר, 052-387-8589, [email protected]




