
הסבר על סוגי הברגים הרבים המשמשים בתהליך הזרקה – החל מברגים אוניברסליים, ברגיי חסימה, ערבול, ברגים ייעודיים ומערבלים סטטיים
בשנים האחרונות מתקיים שיח הדן בשיעור הצמיגות הרצוי של החומר הפלסטי בעת ההזרקה. עקומת הצמיגות של החומר המעובד במכונה מורכבת משיעור הגזירה אל מול הצמיגות היחסית. נתון זה מנחה בבחירת זמן מילוי של תבנית מסוימת. ככל שזמן המילוי קצר יותר, שיעור הגזירה גבוה יותר. הנקודה העיקרית היא, שצמיגות החומר משתנה כאשר משנים את זמן המילוי ו/או את שיעור הגזירה.
הבורג הנכון ליישום הנכון
בעת בחירת מכונה חדשה, או כאשר נכנסים לפרויקט ארוך, יש לשקול החלפת בורג הזרקה לבורג ייעודי. בדרך כלל מסופקות המכונות עם בורג לשימוש כללי (General purpose). ברגים אלה, מטבעם, מהווים פשרה בין דרישות שונות של חומרים שונים, ואין אף חומר שהבורג מתאים לו בדיוק. בחלק מהמפעלים (בעיקר קבלני משנה), בורג לשימוש כללי הוא הבחירה המועדפת. קבלני המשנה מתמודדים עם חומרים שונים בסדרות קצרות ואינם יכולים לצפות מה יהיו חומרי הגלם שיידרשו לעבד בטוח הרחוק. לעומתם, למפעלים שיודעים מהו החומר המרכזי שאותו יעבדו עדיף להשתמש בבורג ייעודי, שמותאם לסוג החומר. כך העיבוד יהיה מדויק יותר ויתאים לדרישות המוצר.
בבחירת בורג ספציפי רצוי לאסוף את כל נתוני יצרן חומר הגלם, או נתונים מיצרנים שונים של אותו סוג חומר, ולהעבירם למתכנן של הבורג לצורך התאמה מדויקת לתכונות הנדרשות לעיבוד החומר. גם כאשר סוג החומר ידוע, קיימים שיקולים נוספים בבחירת סוג הבורג. ננסה להתמקד בשני סוגי ברגים ולהאיר את ההבדלים ביניהם.
הבדלים בין בורג ערבול (Mixing) לבין בורג חסימה (Barrier)
בורג ערבול מתוכנן לשיפור אחידות בעיסה, ולפיזור צבע הומוגני. בורג חסימה מתוכנן לשליטה טובה יותר בתהליך התכת החומר.
בורג ערבול
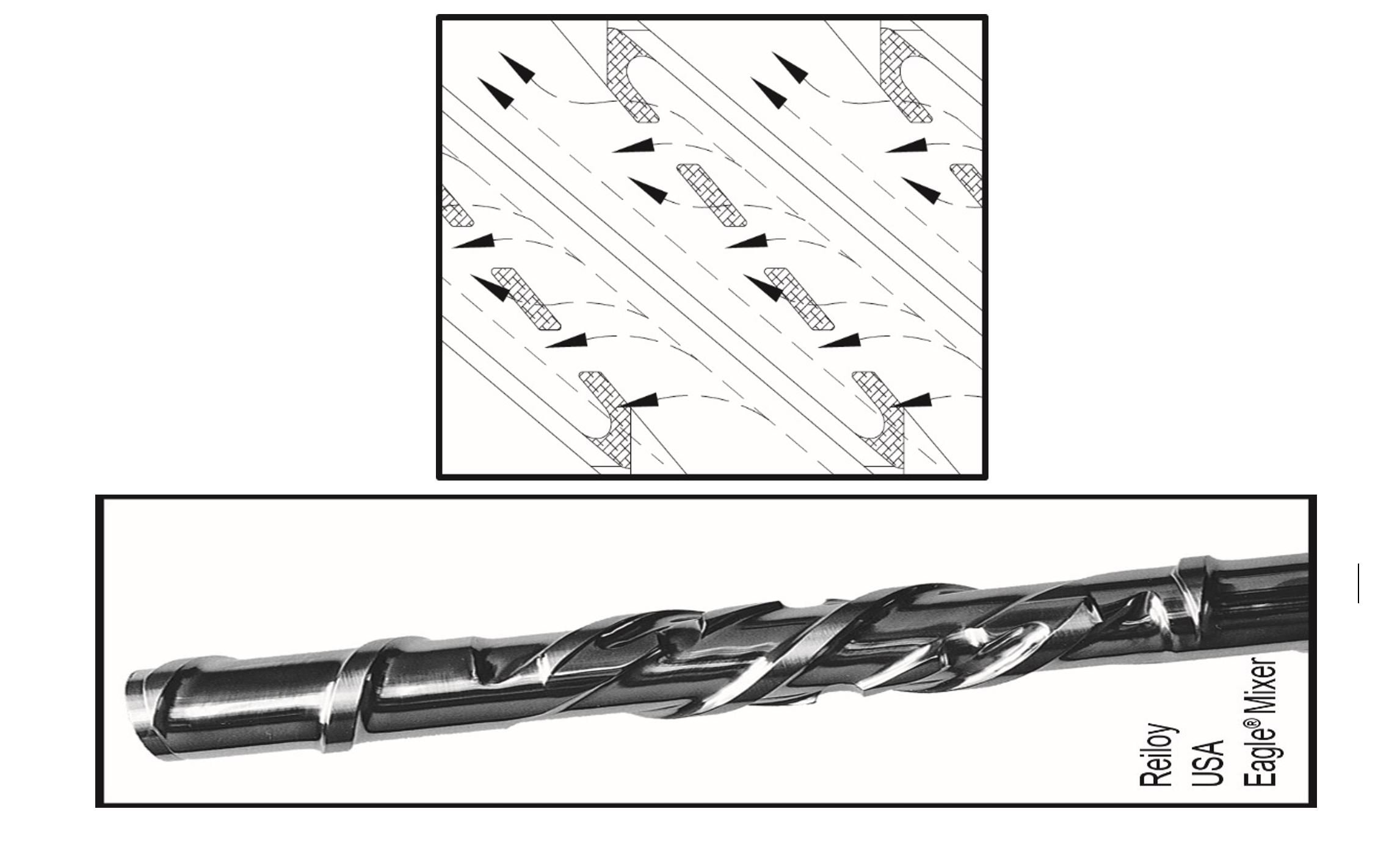
מטרות התכנון העיקרית של בורג ערבול, היא השגת יכולות ערבול מירבית בעת הכנת מנת ההזרקה, בהתחשב בקריטריונים הבאים: השגת ערבוב חלוקתי אחיד של העיסה (עירבוב של 2 חומרים שונים בעלי צמיגות דומה, או חומר וצבען); לספק פיזור אחיד של החומרים השונים בעיסה, כגון חומרי גלם או תוספים; מניעה של גושי חומר נפרדים או של קרישים של אחד מחומרי התערובת; השגת עיסה שוות טמפרטורה, בעלת צמיגות אחידה; הולכה (שאיבה) גבוהה תוך נפילת לחץ מזערית וספיקה גבוהה ככל האפשר; מניעת אזורים "מתים" לאורך הבורג, בהם חומר גלם שנשאר לאורך זמן עלול להישרף או להתפרק (תמונה 1).
לחלק מהיצרנים המתמחים יש מערבלים שמוגנים בפטנט וייחודיים לאותו יצרן. חלק מיצרני הברגים משתמשים במערבלים גנריים שהיו, בעבר, מוגנים בפטנט, שכעת פג תוקפו.
מיקסר גנרי יהיה מורכב מהעקרונות של הקטנת גודל המעבר ושל שינוי כיוון. שינויי מבנה כאלו יגררו עימם, בדרך כלל, מפלי לחץ בעת המעבר במערבל. בנוסף, נראה ירידה משמעותית בספיקת הבורג ועליה בכוחות הגזירה. מיקסר מודרני יהיה מורכב ממערכת כריכות וחסימות שמאפשרת למירב נפח החומר (95%) לעבור, כמעט ללא גרימת מפל לחץ. כלומר, לא נוצר צוואר בקבוק ולא מתהווים כוחות גזירה גבוהים עקב הפחת נפח המעבר בקוטר שורש הבורג. העיסה עדיין עוברת האחדה (הומוגניזציה), המתרחשת כתוצאה ממעבר מהיר ומשינויי כיוון חדים באזור העירבול.
ברגי חסימה
ברגי חסימה מיועדים להתכה מבוקרת של חומר הגלם. בקרה משופרת של התהליך מושגת על ידי שימוש בתעלה כפולה (שתי כריכות) באזור המעבר של הבורג. בין שתי הכריכות מפריד אזור חסימה שמצר את נפח המעבר (תמונה 2). החלק המוצק של החומר נשאר בתעלת המוצקים עד להתכתו המוחלטת בנקודת החיבור של התעלות. החלק המותך עובר מעל הכריכות דרך אזור החסימה אל תוך התעלה השניה. לאחר גמר ההתכה התעלות מתחברות לתעלה אחת, והעיסה זורמת קדימה לכיוון ההזרקה.
ברגים משולבים
קיימים ברגים המשלבים את שני הרכיבים, כלומר, בורג חסימה שבחלקו הקדמי קיים מערבל (תמונה 3). השילוב הזה אמור לייצר עיסה הומוגנית, שוות טמפרטורה, בעלת איכות גבוה. שילוב כזה נחשב כיעיל במיוחד לסביבות עבודה רבות, ונראה, לעיתים, גם במכונות שיחול.
מערבלים סטטיים
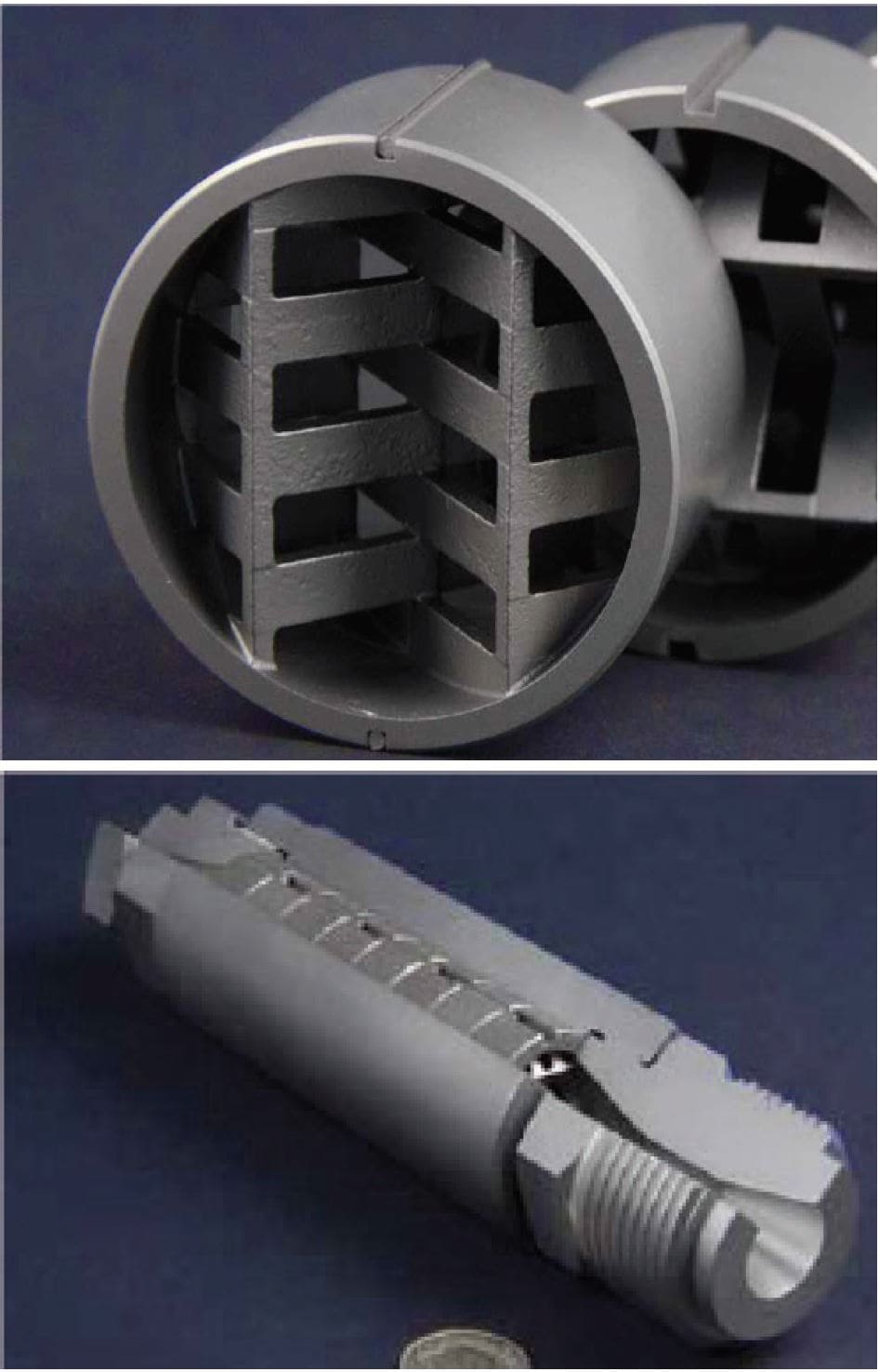
מערבל סטטי הוא פתרון נוסף לשיפור של רמת הערבול וכתוצאה מכך גם של איכות העיסה (תמונה 4). מערבלים אלו בנויים מממספר אלמנטים שכל אחד מטה את הזרימה מצד לצד. בין האלמנטים הזרימה מוטה ב-90 מעלות, כך שבמהלך המעבר של החומר בתוך האלמנטים נוצרת עיסה שוות טמפרטורה, עם ערבול טוב יותר של צבענים. מטרתו של התקן זה היא שיפור הערבול והוא אינו יכול לבוא במקום בורג טוב שייצר עיסה איכותית. התקן עירבול כזה פועל על החומר שעובר דרכו ומשפר את אחידות הפיזור. מעבר החומר בתוך המערבל מייצר מפל לחץ ורצוי לבדוק את שיעור מפל הלחץ לפי סוג המערבל או הספק.
לאחר הבנת ההבדלים בין הברגים השונים ובין שיטות עיבוד החומר השונות, ניתן לבחור את השיטה המתאימה עבור המוצר אותו מעוניינים לייצר ועבור החומר ממנו הוא מורכב.
על הכותב:
דוב נוימן הינו מנכ"ל חברת מולטיפק פלסטיק בע"מ. החברה פועלת מעל ל-30 שנה ומעניקה פתרונות הנדסיים מקצה לקצה לתעשיית הזרקת הפלסטיק ודפוס הטמפון בישראל תוך אינטגרציה מלאה של התהליך כולו.
להרחבה על חברות מולטיפק פלסטיק המציגות בתערוכת ה-K, לחצו כאן.
למידע נוסף: מולטיפק פלסטיק, אהוד נוימן, 050-495-1655, [email protected]