תהליכי עיבוד בלייזר הולכים וצוברים תאוצה בתעשיית הפלסטיק. הם מהירים, בטיחותיים, אינם מצריכים שילוב של חומרים נוספים ומאפשרים פרסונליזציה וייצור בכמויות קטנות
31 יולי, 2022
תהליך עיבוד של חומרים פלסטיים ע"י לייזרים נקבע ע"י האינטראקציה בין תרכובת הפלסטיק לתכונות של קרן הלייזר. באינטרקציה זו קיימות מספר תופעות של הקרן: החזרות, בליעה ועבירות. רמות ההחזרה של פולימרים אופייניים בתעשיית הפלסטיק נעות בד"כ בתחום 5% עד 10% ומחושבות בצורה הבאה:
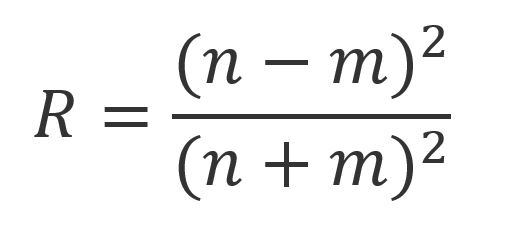
כאשר n – מקדם השבירה של החומר, m – מקדם השבירה של האוויר (~1)
במידה ואין העברה של הקרן, 90% עד 95% מהקרינה נבלעת בפלסטיק והופכת לחום. משוואת הבליעה המתאימה :
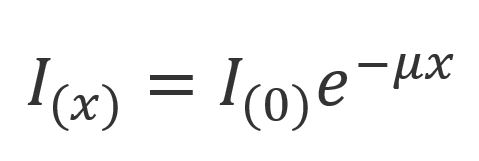
כאשר x –הדרך, µ מקדם ההנחתה לאורך גל נתון (nm) בפולימר, I0 – צפיפות הספק קרן הלייזר ההתחלתית (W/cm2).
רוב תרכובות הפלסטיק עשויות להיפגע בעת פגיעת קרן הלייזר. במידה ונבחר במערכת לייזר עם תכונות קרן מתאימות לתרכובת הפלסטיק ולדרישות העיבוד, נמנע הייווצרות אזורים פגועים בפלסטיק מחימום יתר (Heat affected zone).
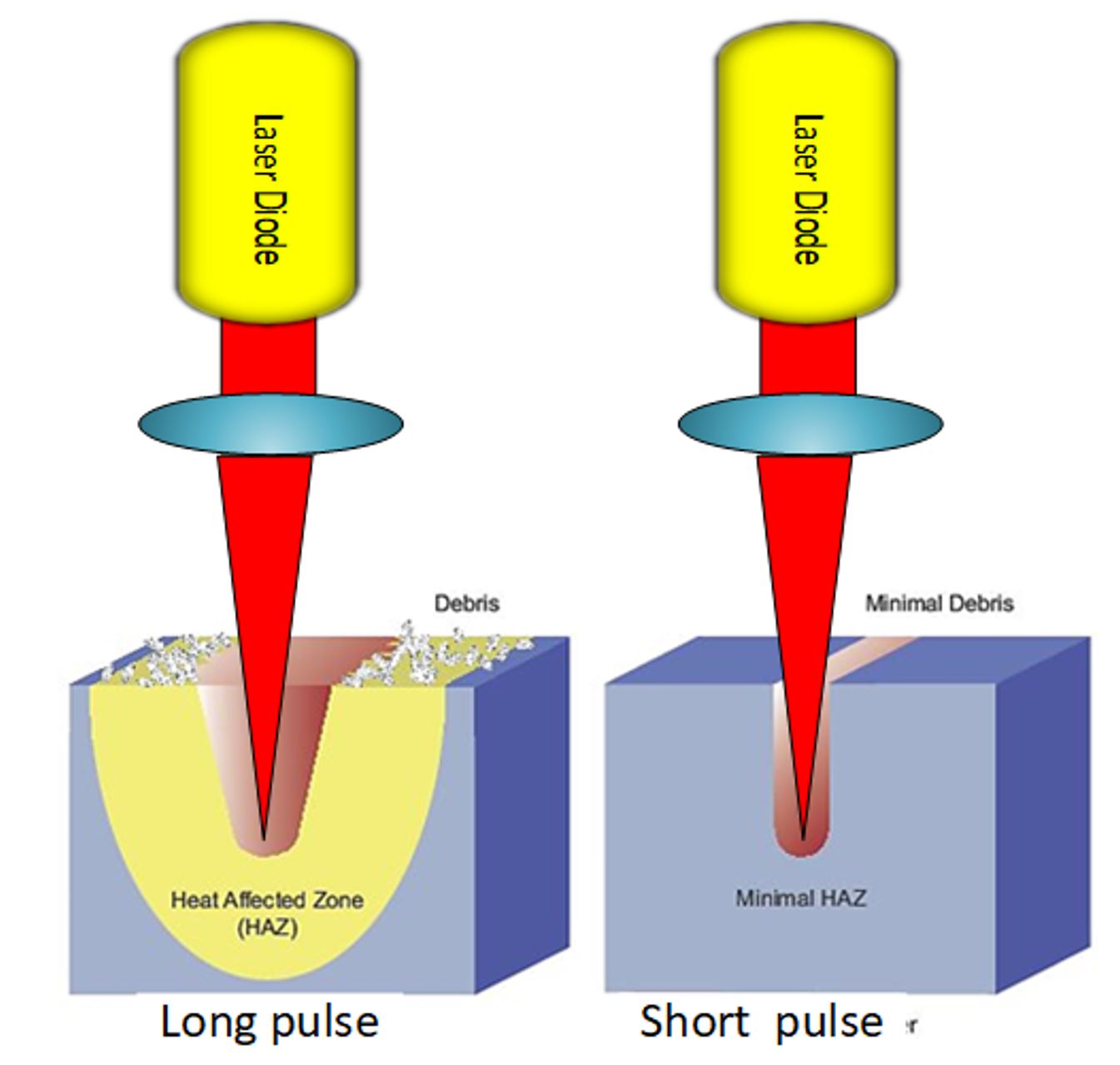
תמונה 1: פגיעה בפולימר בעקבות פגיעת קרן הלייזר.
יישום לייזרים בתעשיית הפלסטיק תלוי בתרכובות הפלסטיק, אורך הגל תכונות קרן הלייזר נוספות ודרישות העיבוד. בין הישומים ניתן למנות ריתוך, חיתוך, חריטה, סימון, סינטור בהדפסת תלת מימד, קידוח, ניקוב ופילמור. טבלה 1 מפרטת על מספר סוגי לייזרים אופייניים בתעשייה, אורכי הגל שלהם והיישומים המתאימים
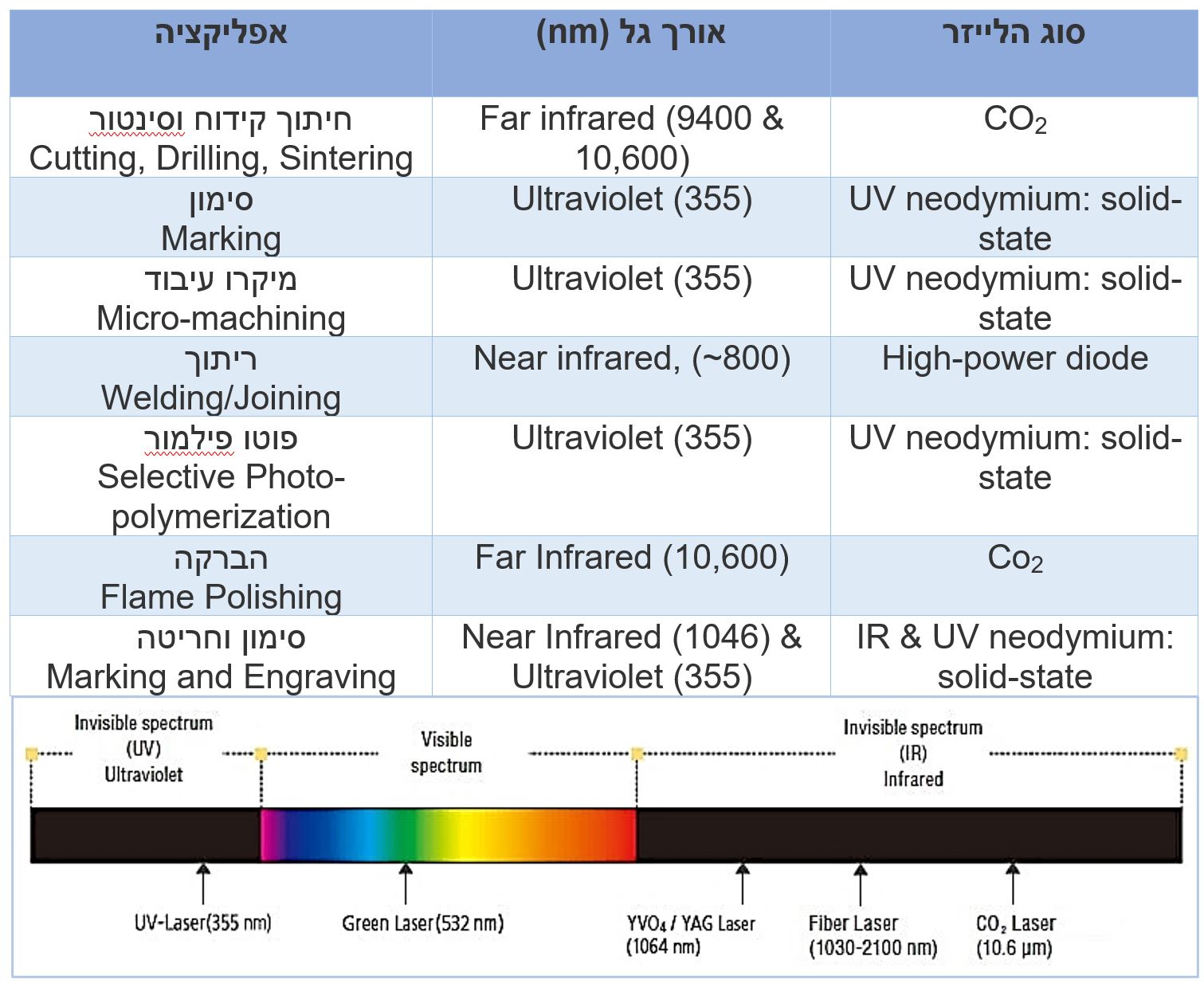
יישום לייזרים בתעשיית הפלסטיק
סימון לייזר
יישומי סימון בלייזר נפוצים בתעשיית הפלסטיק ומחזיקים במספר יתרונות
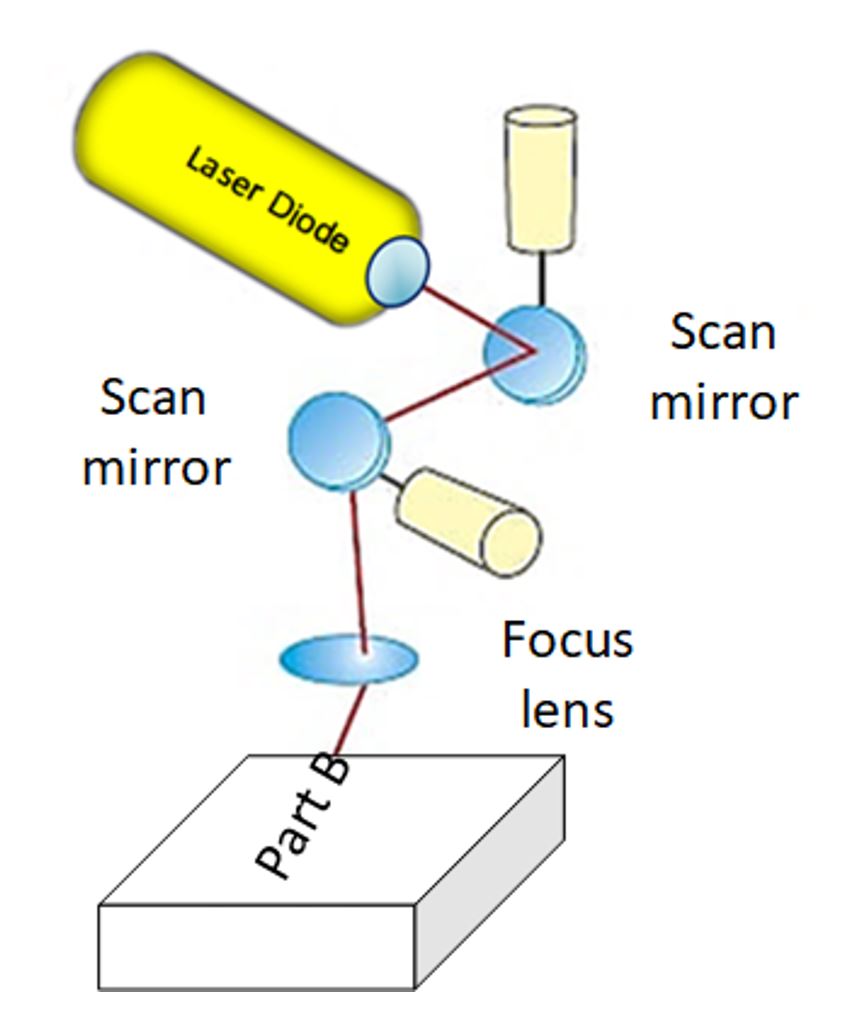
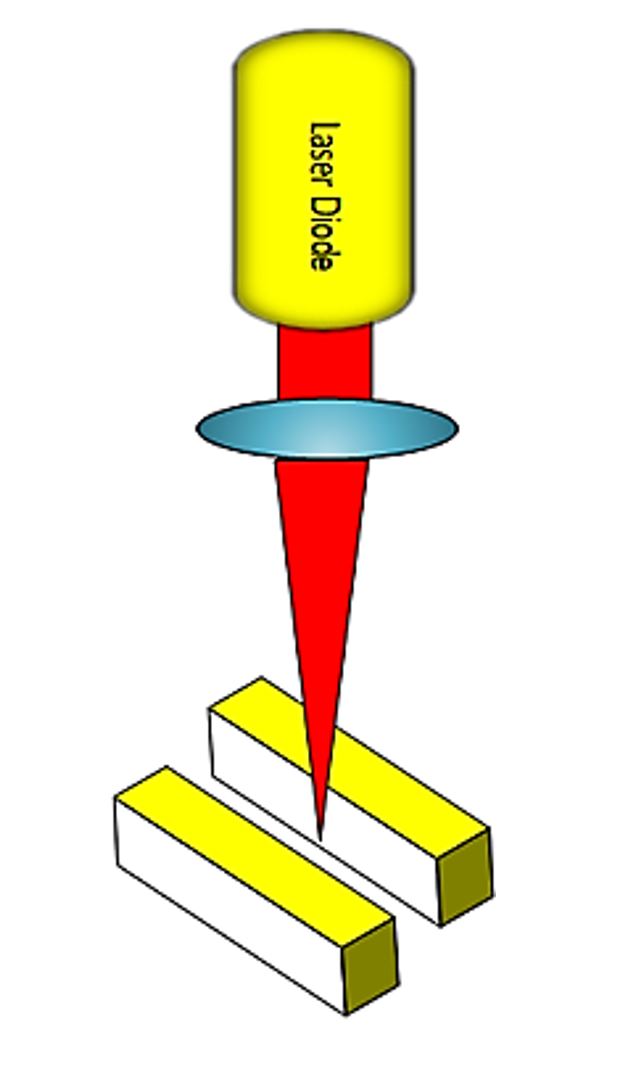
תמונה 2: דיאגרמת מהלך קרן במערכת לייזר לסימון מוצרים.
תהליך הסימון כולל לרוב קרינה בפולסים ולא קרינה רציפה (CW) Continuous Wave . לדוגמא, הקרנה בתחום תדירות של 20 KHz – 1MHz. את ההבדל בין קרינת לייזר רצופה CW לקרינת פולסים ניתן לראות בתמונה 3.
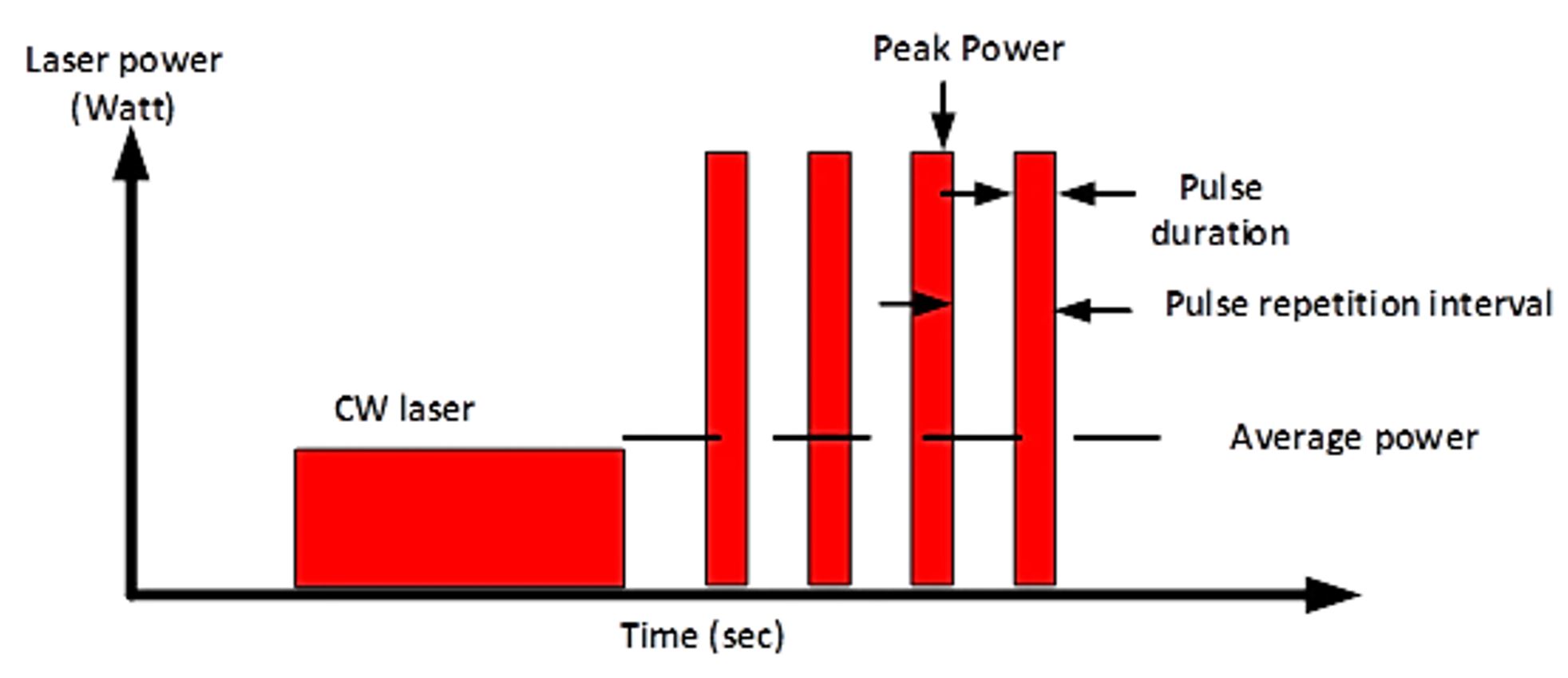
תמונה 3: דוגמה לקרינת לייזר רציפה (CW), לעומת קרינת לייזר בפולסים המשמשת לסימון פלסטיק.
בבחירת מכונת הלייזר חשוב לשים לב לפרמטרים כמו שטח הסימון, שטח הסריקה, מהירות הסריקה וקוטר כתם הקרן הממוקדת
חיתוך לייזר
חיתוך בלייזר מבוצע ע"י התכה ואידוי הפלסטיק(Vaporized) . לא כל פלסטיק מתאים לחיתוך. סוגי פלסטיק המתאימים לחיתוך הם יריעות PC, סרטי Kapton, יריעות BOPET, Acrylic Delrin.
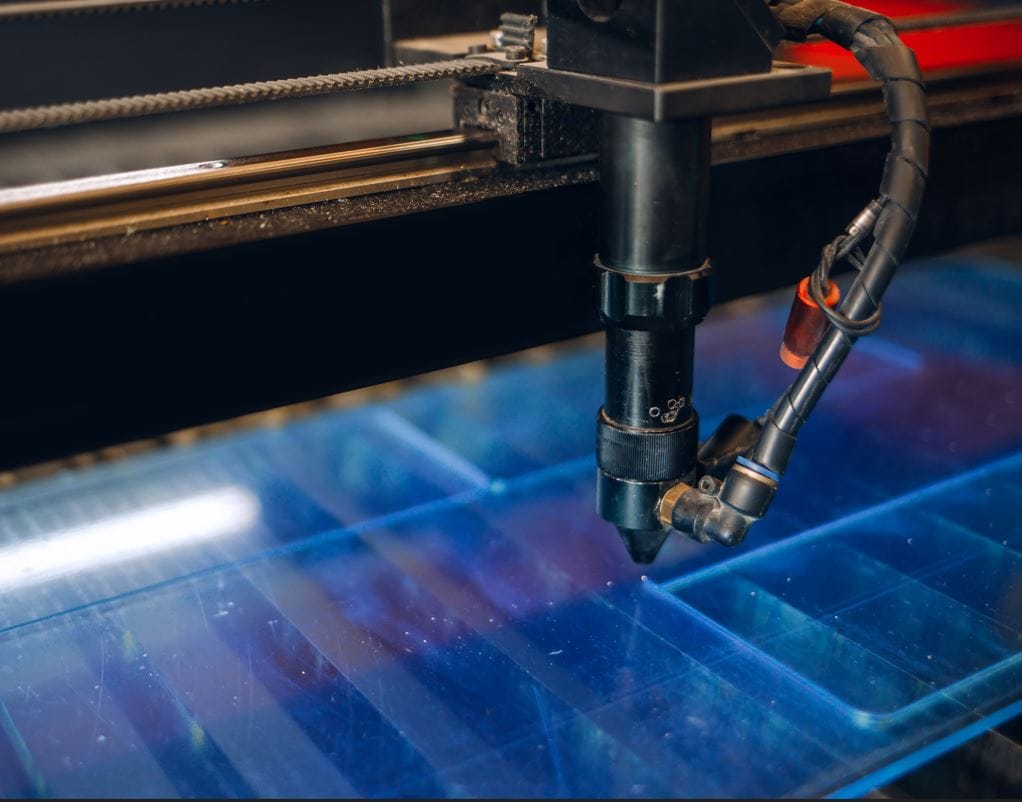
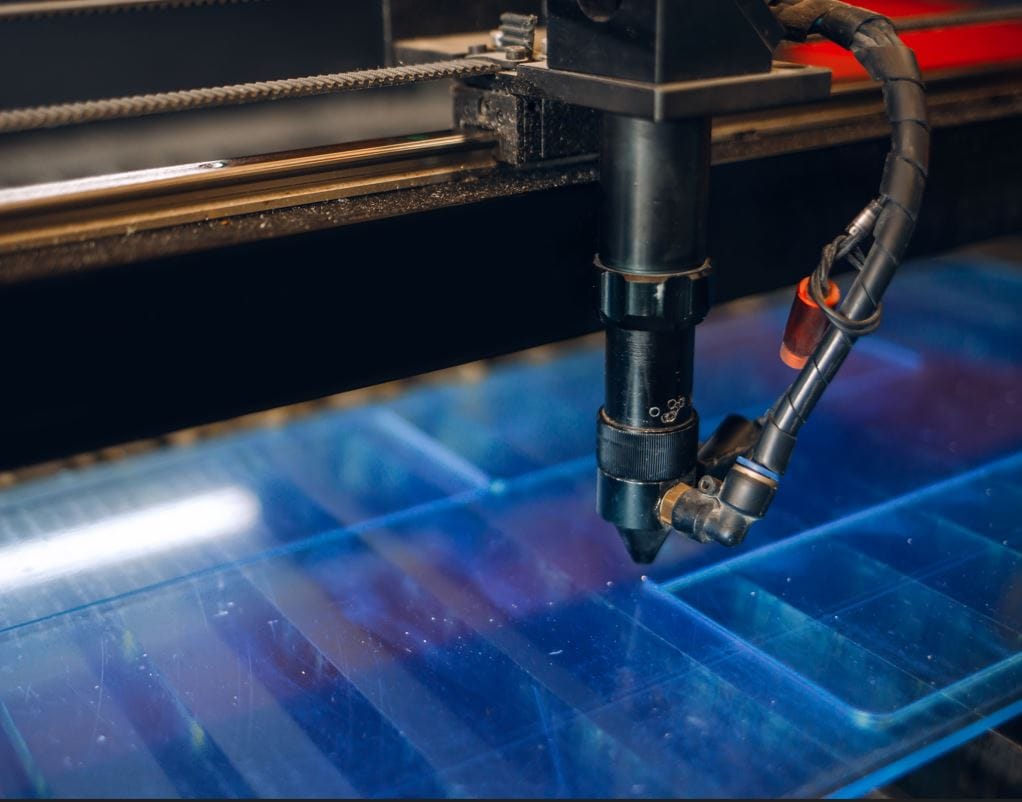
תמונה 4: אילוסטרציה של חיתוך פלסטיק בעזרת לייזר.
ריתוך לייזר
ריתוך בלייזר מבוצע על ידי התכת החומר ויצירת תפר ריתוך, קיימות שלוש טכנולוגיות ריתוך שונות:
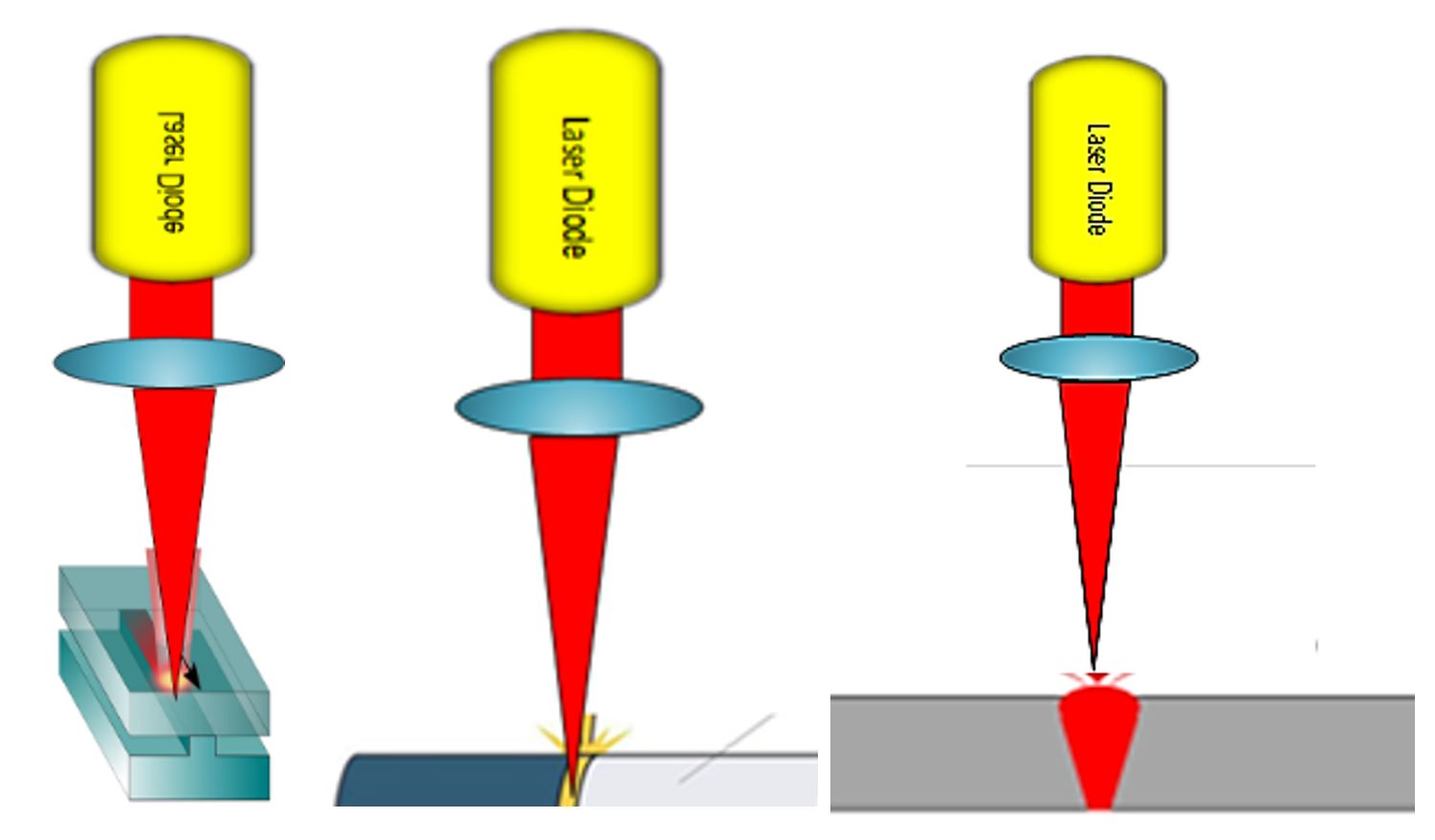
תמונה 5: מימין לשמאל: ריתוך ישיר, חימום המשטח, ריתוך בתוך שכבת פלסטיק עם עבירות לאורך הגל
ניקוב לייזר:
הלייזר יכול לשמש גם למיקרופורפורציה, ניקוב יריעות פלסטיק . תהליך הפורפורציה חיוני לאריזות מזון מסוימות של מוצרים הדורשים נשימה גבוהה כדוגמת פטריות או ברוקולי. הוא מאפשר מעבר גזים אופטימלי בין המזון הארוז לסביבה לצורך שמירת טריות המוצר. דיוקי קוטר החורים מגיעים למיקרונים בודדים. התהליך מבוצע לרוב כלל באמצעות לייזר CO2 המבצע איוד הפלסטיק – Film ablation באמצעות אופטימיזציית זמן החשיפה, צפיפות הקרינה וקוטר כתם קרן הלייזר.
סיבות עיקריות לתקלות במערכת הלייזר כוללות אבק על מערכת הולכת הקרן הכוללת חלון, מראות ועדשות, תקלות במהוד הלייזר ובמערכת השאיבה, תקלת תוכנה ו/או חומרה במערכת הבקרה.
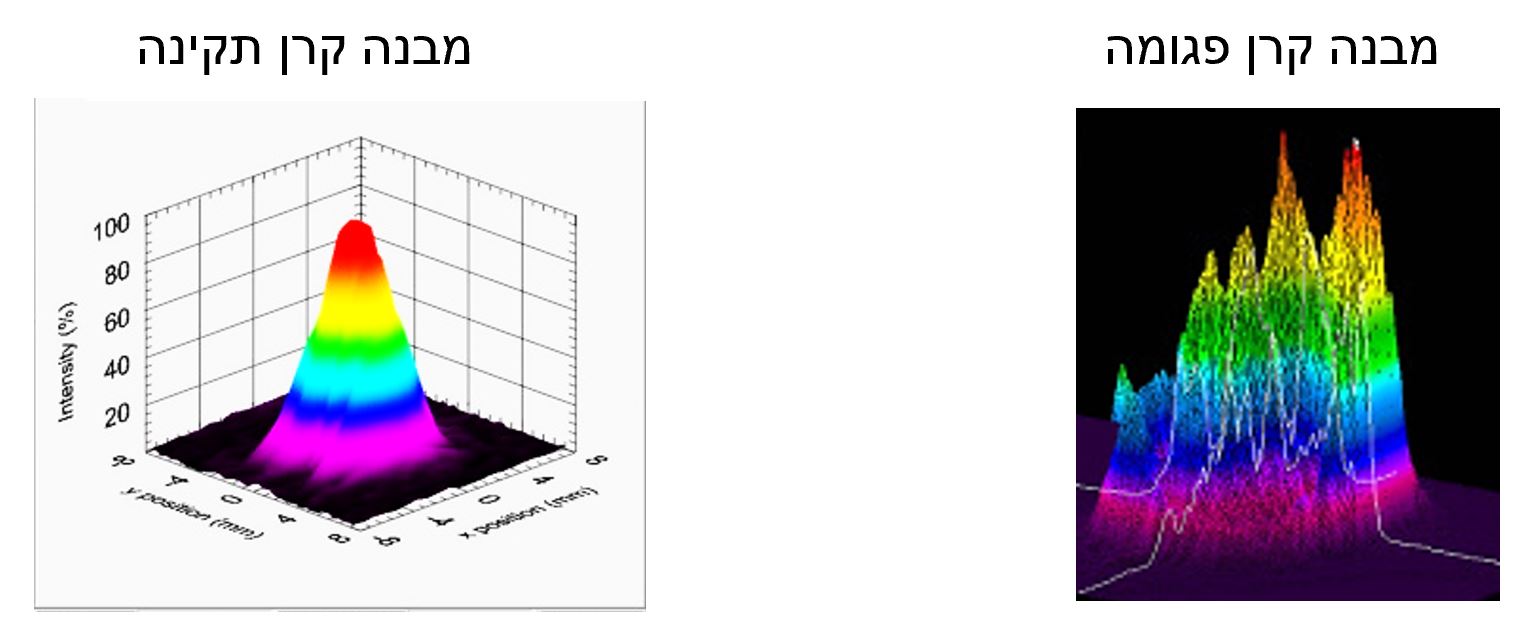
תמונה 6: מבנה קרן לייזר תקינה או פגומה, התמונות צולמו על ידי שימוש במצלמה ייעודית מסוג Beam Profiling Camera.
השימוש בלייזרים הולך וגדל במהירות בתחומי הרפואה, במחקר ובביטחון, בתעשייה בכלל ובתעשיית הפלסטיק בפרט. הדבר המביא איתו יתרונות רבים אך דורש גם זהירות יתר וניהול סיכונים מסוג חדש על מנת לשמור על ייצור איכותי וכן על בטיחות עובדי הייצור
למידע נוסף:
אריה אמיצי, ראש המחלקה למדידות קרינה ובטיחות בלייזר, מ.ב.א הזורע טכנולוגיות כיול, ar*****@****co.il, www.mba.co.il
המגזין האחרון

גיליון #51 | מרץ-אפריל 2026

חברת Roland Bailly היא יצרנית צרפתית ומומחית עולמית במיקרו הזרקה ופתרונות הזנה ואוטומציה. היא מייצרת מגוון מזינים ויברציונים ותבניות להזרקת פלסטיק. עם צוותים מיומנים, מפעלי ייצור חדישים וצוות תכנון ופיתוח, החברה טיפחה קהל לקוחות בינלאומי נאמן, המשתרע על פני תעשיות הפלסטיק, הרכב, התעופה והחלל, המדיקל ועוד.




