איך לשמור על הציוד, מתי להחליף, מתי לשפץ ומתי לחיות עם המצב?
חברת מולטיפק, ספקית מכונות הזרקה היפנית Toyo וכן של צילינדרים וברגים למכונות הזרקה ואקסטרוזיה של חברת Reiloy האמריקאית, מלווה לא מעט תהליכים הקשורים להחלפה וטיפול בצילינדר ובבורג. אלו כוללים: התאמה של בורג וצילינדר לחומרים הגלם, ליווי בפירוק והרכבה, בחירת פרופיל חימום מתאים ותמיכה בהחלטה על רמת השחיקה ובהחלטה האם לתקן או להחליף את הציוד. ניסיון זה הביא למסקנה כי בחלק מהמקרים יש נזקים הניתנים למניעה או לפחות לצמצום הנזק. מאמר זה טכני זה מכוון מספק קווים מנחים לטיפול נכון בצילינדרים וברגים.
הרכבה נכונה של צילינדר ובורג
הרכבה נכונה קריטית גם לטווח העבודה הקצר והארוך. טעויות נפוצות מהרכבה ופירוק לא תקינים הן: הארכת זמן הפירוק, הרס מכוון של חלקים מסוימים כדי להציל אחרים, הזמנת מכלולים שלמים מתוך חוסר יכולת לפרק ופגיעות בגוף עקב שימוש בכוח מופרז. על מנת לצמצם בעיות אלו, פרסנו לפניכם קווים מנחים לעבודה נכונה.
1. במקרה שראש הצילינדר מתברג ישירות לצילינדר:
- וודא שההברגות ומשטחי האטימה נקיים מפגיעות או שאריות חומר.
- הברג את ראש הצילינדר לצילינדר בצורה ידנית כדי לוודא שכל ההברגות תקינות, ללא מעיכות.
- נקה את חומר ישן נגד הידבקות מההברגות, ומרח חומר חדש.
- הברג את ראש הצילינדר 3/4 דרך לצילינדר.
- אפשר לצילינדר ולראש הצילינדר להגיע לטמפרטורה זהה, בסביבות 180 מעלות.
- המשך להבריג את ראש הצילינדר עם מפתח מתאים עד לנגיעה של משטחי האטימה.
- בעזרת פטיש של 1.5 קילו תן מכה על המפתח המתאים כדי לחזק את משטחי האטימה.
בגלל שמתכות מתרחבות בחום, סגירת החלקים לפני שהם מגיעים לאותה טמפרטורה יכולה לגרום לחלקים להיתפס והדבר יהפוך את שחרור הראש לקשה מאוד. תופעה זו קיימת גם כאשר לא משתמשים בחומר נגד הידבקות. ההמלצה היא להשתמש בחומר שחרור על בסיס נחושת או ניקל, בעל טווח טמפרטורה מעל 400 מעלות.
2. במקרים בהם ראש הצילינדר מתברג עם ברגים היקפיים:
יש חשיבות קריטית לחזק כל משטח אטימה בצורה נכונה (צילינדר, ראש צילינדר, דיזה). המשטחים צריכים להיות נקיים משאריות פלסטיק, לכלוכים למיניהם או עיוותים. צריך לוודא שהמשטחים נוגעים אחד בשני בצורה שווה כדי שתוכל להיווצר אטימה מלאה וטובה.
- באזורי המגע, מרח חומר סיכה על בסיס נחושת או ניקל על הברגות הברגים. בנוסף סכך את משטח המגע של הבורג עם ראש הצילינדר.
- הברג את כל הברגים בכוח יד.
- מספר את הברגים כדי שתוכל לשמור על החיזוק בצורה נכונה.
- נעל את הברגים במומנט סגירה של 20% מכוח הנעילה הסופי, נעל את כל הברגים בחוזק זה לפני המעבר לשלב הבא.
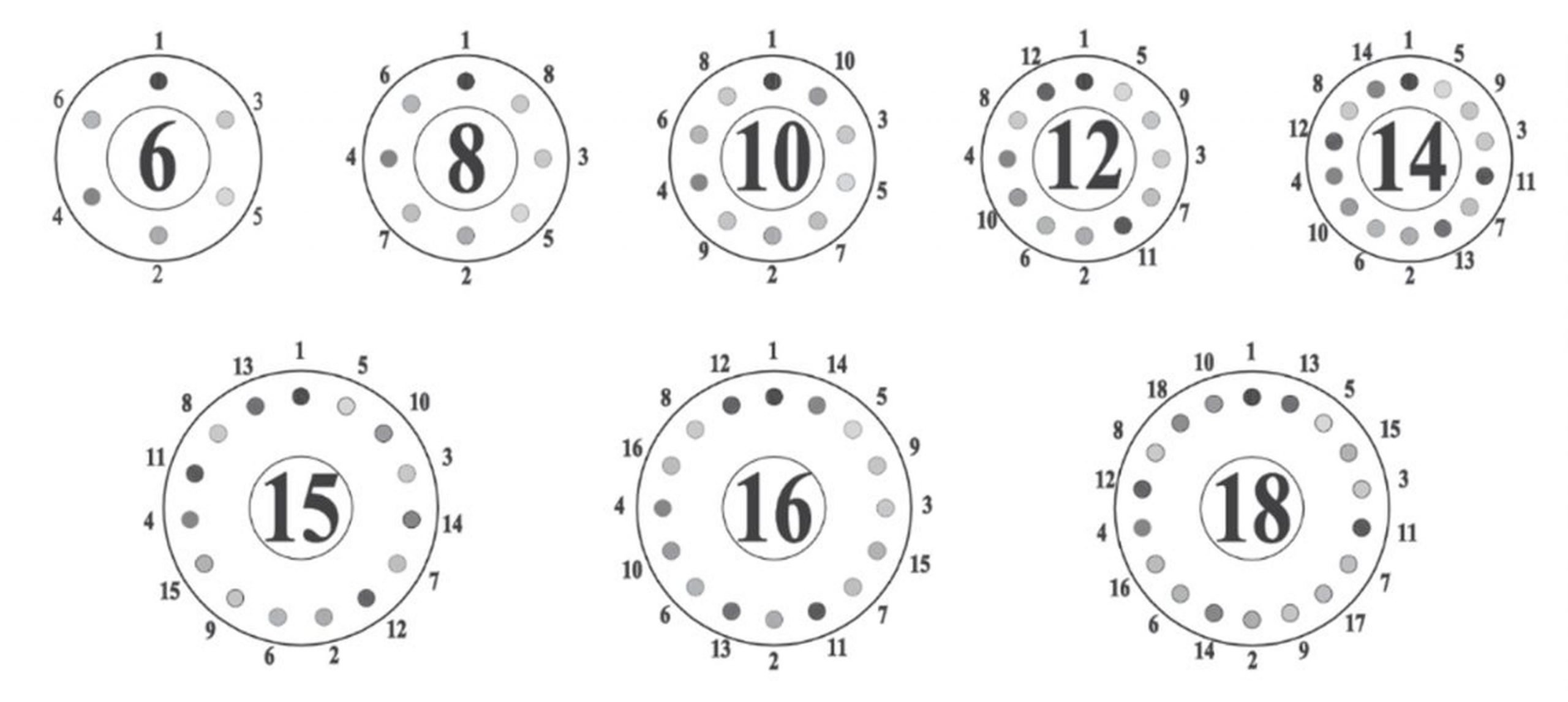
- המתן להגעת הצילינדר לטמפרטורת העבודה שלו, וחזק את הברגים למומנט הסגירה הסופי המתאים לבורג ולפי סדר הסגירה בתמונה 1.
בצילינדרים שההברגה של ראש הצילינדר היא הברגה ישירה, או כאשר סוגרים ישירות את הדיזה, או כאשר אין אפשרות להשתמש במפתח טורק, צריך להפעיל שיקול דעת בזמן הסגירה ולקחת בחשבון שסגירה בכוח גדול מידי עלולה לפגוע במשטחי האטימה.
שחיקת החלקים
שלושה סוגי שחיקה ניתן לראות בציוד (צילינדרים, ברגים, פרפרים ורכיבים אחרים): שחיקת הידבקות (Galling), שחיקת שפשוף (Abrasive) ושחיקת חמצון (Corrosive). ידע של מקור השחיקה יכול לעזור כדי למנוע את זה בעתיד.
מניסיוננו, כל הסיבות לשחיקה חמורה ניתנות למניעה. בין הסיבות: עיצוב בורג לקוי, רכיבים מחומר לא נכון, פרופיל חימום לא נכון, ייצור ברמה ירודה, כיוון לא נכון של מכונה, אי השימוש במגנטים או במערכות המונעות כניסה של חומרים זרים לחומר הגלם, כיבוי והדלקה לא נכונים, הוצאת לחות לקויה וזמן הישארות חומר גלם ארוך מידי. ההסברים המלאים ועזרה באפיון של השחיקה ניתן לקבל בפניה לחברת מולטיפק פלסטיק.
קווי יסוד לתיקון או החלפה של רכיבים
תיקון ו\או החלפה של רכיבים בזמן הנכון חשובים במיקסום ביצועי העבודה. לאחר שנים של מחקר יחד עם שש יצרניות של מכונות הזרקה בנתה חברת Reiloy את הקווים המנחים הבאים:
בורג: ההחלטה לתיקון בורג על פני החלפתו מבוססת על: גודל הבורג, מידת השחיקה ועיצוב הבורג. ההמלצה: אם העיצוב של הבורג תואם את צרכי העיבוד ושורש הבורג אינו שחוק מספיק כדי לפגום בעיצוב שלו, שחזר אותו. סייגים להמלצה זו הם: בברגים קטנים (מתחת לקוטר 50 מ"מ), בורג מפלדת כלים עם תוספת של נגד שחיקה. במקרים אלו עלות בורג חדש משתווה לעלות התיקון.
צילינדר: ההחלטה האם לשפץ או לקנות חדש צריכה לכלול גם את זמני ההשבתה של המכונה. אם נבחר לשפץ את הקדח יש להגדיר את עומק התיקון ורמת הדיוק.
מדידת שחיקה: בזמן עצירה של המכונה קל למדוד את השחיקה אם משתמשים בציוד הנכון. לפני המדידות של השחיקה בצילינדר ובבורג, יש לנקותם בטמפרטורת עבודה. הניקוי יתבצע במברשות סיבים רכים (כדי לא לפגוע בציפוי) ובפד גזה מנחושת או פליז עד להסרת כל שאריות הפלסטיק. את המדידות יש לעשות בטמפרטורת החדר. מומלץ להשתמש בכלים הייעודיים ולרשום את התוצאות בדוחות הבדיקה כדי שיהיה ניתן להחליט על שיפוץ או החלפה.
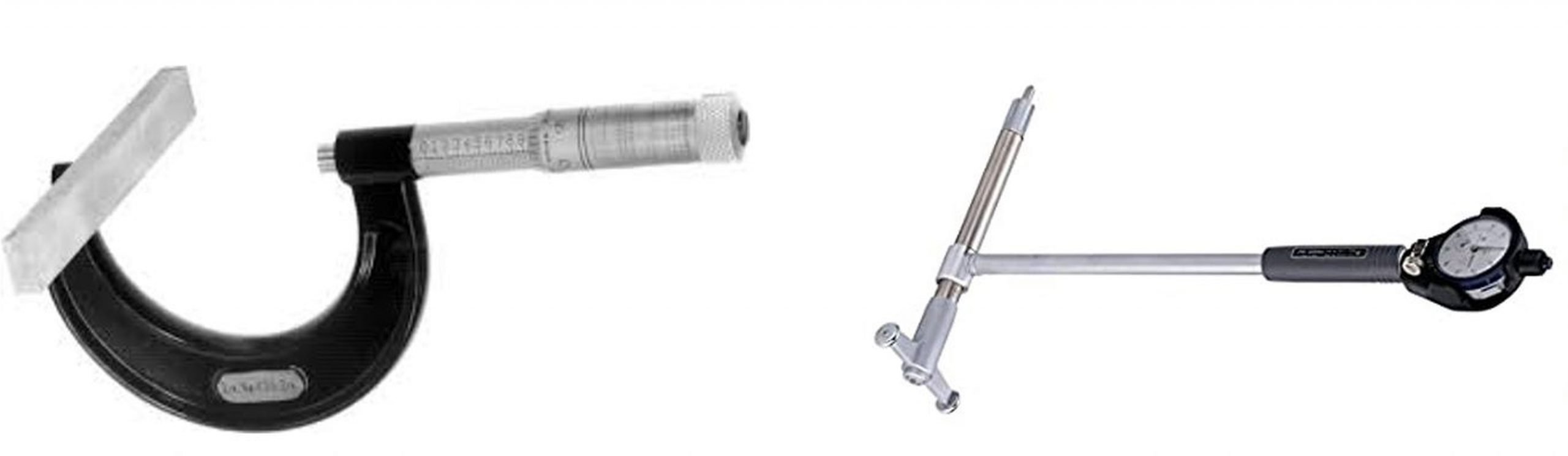
ציוד מדידה: ציוד מקצועי, והוראות שימוש, ניתן לקבל אצל ספקים המכונות. שחיקת הצילינדר תעשה על ידי מד-קדח עם מוט ארוך. המד קיים בקטרים שונים לפי הקוטר הפנימי של הצילינדר. מדידת כריכות הבורג יעשו על ידי מיקרומטר כריכות (Flight Micrometer) ויתנו ערך לשחיקה החיצונית (OD).
מתי לתקן?
אז איזו רמה של שחיקה מצדיקה את התיקון? התשובה יכולה להשתנות כתלות בעיבוד החומר ובחלקים המיוצרים. מחקרים בתחום הראו כי מרווח בין הבורג לצילינדר הגדול פי 2-3 מהמרווח הסטנדרטי יגרום לירידה ביכולת העיבוד של בין 10-35% תלוי בגודל המרווח ובצמיגות החומרים. בנוסף, מרווח גדול הגדיל את טמפרטורת ההיתך.
במקרה בו לחומר הגלם יש צמיגות נמוכה עם קצב זרימה גבוה, מרווח כפול יכול לגרום לייצור שאינו מתקבל כלכלית. אולם, בלאי משמעותי יכול להיות נסבל אם מייצרים חלקים לא מדויקים או אם אין בחלקים נקודות שחורות.
ב-Reiloy ממליצים על כלל אצבע: אם חיבור השחיקה של הצילינדר והבורג כפול מהמרווח המקורי של החלקים, הצילינדר, הבורג, או שניהם, צריכים לעבור תחזוקה. חברת מולטיפק מספקת שירותי בדיקה, אפיון ואספקה של צילינדרים וברגים ייעודיים לצרכים שלכם. באתר החברה ניתן למצוא טפסי בדיקה, טבלאות מידות שחיקה וטבלת בחירת פרופיל חימום היכולים לעזור לכם לקבל החלטות.
למידע נוסף:
מולטיפק פלסטיק, אהוד נוימן, 050-495-1655, [email protected]




